NE系列板链斗式提升机产品概述:
NE型板链斗式提升机是引进国外先进技术而研制的新型提升产品;NE系列板链式斗式提升机应用于各工业国家,由于节能高效,NE型板链斗式提升机正在逐步替代HL型等环链式提升机。NE型板链斗式提升机为流入式喂料,物料流入料斗内靠板链提升到顶端,在物料重力作用下自行卸料。主要技术参数符合机械部标准(JB3926-85)。NE型板链斗式提升机采用自流式装料,重力式卸料。链条是优质合金钢高强度板式链条,耐磨而可靠。驱动部分采用硬齿面减速器。该提升机适用于中、大块和有磨琢性的物料(如石灰石、水泥熟料、石膏、块煤)的垂直输送,物料温度控制在250℃以下。
NE系列板链式斗式提升机为板链式、重力诱导卸料的提升设备。NE系列板链式斗式提升机适用于垂直输送粉状、颗粒状、小块状磨琢性或无磨琢性物料,如生料、水泥、煤、石灰石、干粘土、熟料等。
NE系列板链斗式提升机工作原理:
NE系列板链式斗式提升机系流入式喂料,物料流入料斗内靠板链提升到顶端,在物料重力作用下自行卸料。本系列提升机规格多(NE15~NE800共11种)提升量广;且生产能高,能耗较低,该机采用全封式机壳链速低,几乎无回料现象,因此无功功率损耗少,噪声低,寿命长。
NE系列板链斗式提升机产品特点:
1、提升范围广。NE型板链斗式提升机不仅能提升一般粉状、粒状和块状物料,而且可提升磨琢性大的物料。物料温度≤250℃。
2、输送能力大。该系列提升机具有NE15~NE800多种规格。提升量范围为15~800m3/h。
3、驱动功率小。这类提升机采取流入式喂料,重力诱导式卸料,且采用密集型布置的大容量料斗输送,链速低提升量大。物料提升时,几乎无回料和挖料现象,因此无效功率少,所耗功率是环链提升机的70%。
4、使用寿命长。提升机的喂料采取流入式,无需用斗挖料,材料之间很少发生挤压和碰撞现象,本机的设计保证物料在喂料、提升和卸料中不会撒料,减少了机械磨损,输送链采用板链式高强度耐磨链条,大大延长了使用寿命。正常使用下,输送链使用寿命超过5年。
5、提升高度高。该系列提升机链速低,运行平稳,且采用用板链式高强度耐磨合金钢链条,因此可达较高的提升高度(高度40米)。
6、箱体冲压成形,中间箱体四道筋,采用全焊方式,整体刚性及密封型较强密封性好,环保无污染。
7、运行可靠性好。先进的设计原理,保证了整机运行的可靠性,无故障时间超过了3万小时。
8、操作维修方便、易损件少,使用成本低。
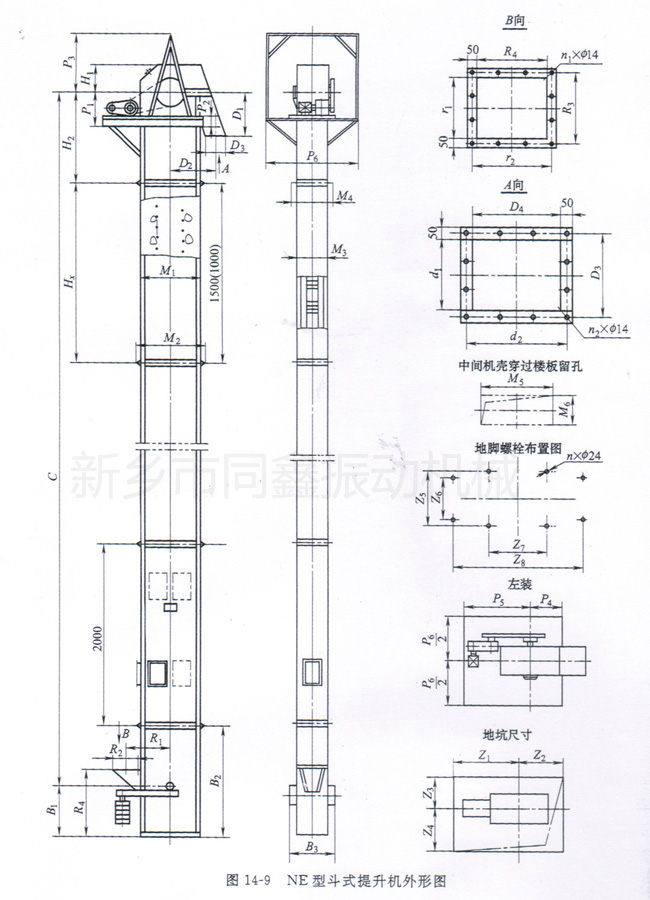
NE型板链斗式提升机主要结构:NE型板链式斗式提升机由运行部件、驱动装置、上部装置、中部机壳、下部装置组成。
运行部件---由料斗和专用板式链条组成,NE30以及下采用单排链,NE50--NE800采用双排链。同鑫公司提供NE15双排板链式装配形式的斗式提升机可供用户选择。
驱动装置---采用多种驱动组合驱动,(依用户实际需要而定)。驱动平台上装有检修架和栏杆。驱动制装置分左和右装两种。
上部装置---安装有轨道(双排链)、逆止器、卸料口装有防回料板。
中间节---部分中间节装有轨道(双链),以防止链条工作中摆动。
下部装置---安装有张紧装置。


NE板链斗式提升机上部装置---安装有轨道(双排链)、逆止器、卸料口装有防回料橡胶板。
箱体数控机床一次冲压成形,箱体采用自动化焊接机器人焊接工艺



NE板链斗式提升机链条、链轮、料斗
NE板链斗式提升机中间节---部分中间节装有轨道(双链),以防止链条工作中摆动。


NE板链斗式提升机下部装置---安装有自动张紧装置。
NE系列板链斗式提升机主要工作部件特点:
1、NE板链斗式提升机上部装置:安装有轨道(双排道)防止链条摆动,逆止器,防止料斗回转,物料阻满下部机壳,卸料口装有橡胶板防止回料。
2、NE板链斗式提升机中间节:部分中间节装有轨道(双排节)以防止链条工作中摆动,部分中间节装有检修门以便维修。
3、NE板链斗式提升机下部装置:安装有张紧装置, NE15~NE50采用弹簧张紧,NE100~NE800采用重锤箱张紧。
4、NE板链斗式提升机上下链轮采用 ZG310-570。整体调质,HB229-269齿面淬火HRC40~48。
5、NE板链斗式提升机板链:链板采用 45 # HRC36~42 。a、采用的板链有较高的剪切强度、疲劳强度及耐磨性能,运转故障率低,使用寿命长;b、采用较低的链速度(o.5米/秒);c、采用大容量的料斗和较小的斗距,驱动功率低且输送量大。尤为适应提升破碎后的石灰石和水泥熟料(≥NE50)。
NE系列板链斗式提升机技术参数表:
|
型号 |
提升量(m³/h) |
物料*大块度 |
|
占百分比 % |
|
10 |
25 |
50 |
75 |
100 |
|
NE15 |
15 |
65 |
50 |
40 |
30 |
25 |
|
NE30 |
32 |
60 |
75 |
58 |
47 |
40 |
|
NE50 |
60 |
90 |
75 |
58 |
47 |
40 |
|
NE100 |
110 |
130 |
105 |
80 |
65 |
55 |
|
NE150 |
170 |
130 |
105 |
80 |
65 |
55 |
|
NE200 |
210 |
170 |
135 |
100 |
85 |
70 |
|
NE300 |
320 |
170 |
135 |
100 |
85 |
70 |
|
NE400 |
380 |
205 |
165 |
125 |
105 |
90 |
|
NE500 |
470 |
240 |
190 |
145 |
120 |
100 |
|
NE600 |
600 |
240 |
190 |
145 |
120 |
100 |
|
NE800 |
800 |
275 |
220 |
165 |
135 |
110 |
注:上表中所给出的技术参数为部分板链斗式提升机的参数,其他型号规格的板链斗式提升机的参数这里不再一一列出,咨询具体详细参数请致电我公司业务或技术部!
NE型板链斗式提升机板链斗式提升机的安装注意事项:
1、尾箱底部支承面,必须保证坐落在基础水平面上,并用框式水平仪把法兰上口找平。
2、上部驱动轴和下部张紧轴应在同一垂直平面内,并且两轴心线均应与水平面平行。
3、中间机壳的法兰连接处,不得有显著的错位,法兰间可垫入石棉绳或防水粗帆布以保证密封。
4、下部区段、中间机壳和上部区段的中心线应在同一垂直线上,其垂直度偏差在1米长度上不允许超过1毫米,总高度累积偏差不允许超过8毫米。
5、料斗联接在牵引链条上的位置应正确,用螺栓将料斗和牵引链条龟板联接紧固。
6、轨道节应安装在中偏下部。
7、拉紧装置将尾部链轮组提升到高处位置,安装提升链条,调整拉紧装置使牵引链条具有均匀的、正常运行所必须的张紧力。
8、减速机低速轴的轴线与驱动轴线应平行,大轴线夹角不得大于40°,大小链轮应在同一平面上。
9、中部应有防止偏移装置,支承点间距不大于8米,上面支承应尽量靠近头部。露天安装应有拉紧钢绳拉紧。
10、安装完毕后,各传动部位及减速机应加油,拆下棘轮罩、棘齿或拆下三角带,试电机正反转,电机转向合适后,调整出料调节板,以运转时不刮料斗为宜。
11、试运转前检查板链钢斗式提升机内是否有杂物,如有要及时清除,整体检查一次后再试运转;试运转时调整拉紧装置,试运转4小时后调整一次拉紧装置并紧固料斗螺栓,试运行72后将螺母与螺栓焊死。设备运转一个月后再检查一次拉紧装置。
同鑫机械可根据用户需要而设计制造特殊型号规格的斗式提升机。
同鑫机械对所有技术资料、尺寸保留修改的权利,如实物与文中图案不符,应以实物为准,解释权归同鑫公司。
|


